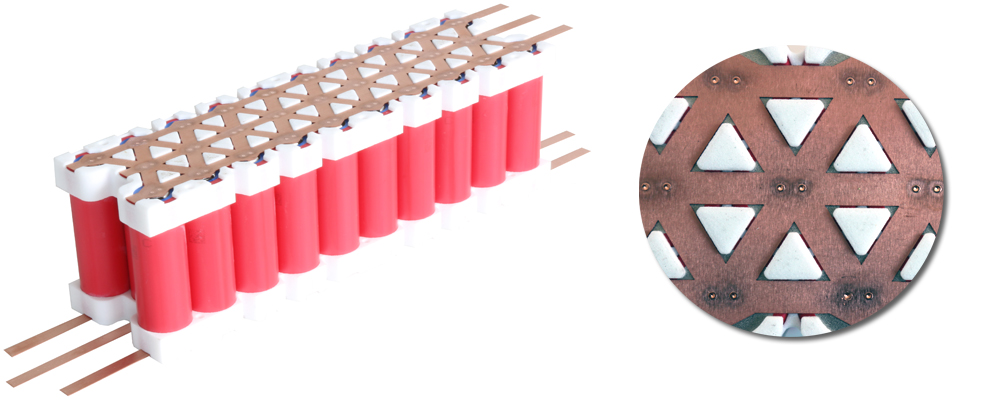
Welding copper onto cylindrical cells
Copper is an excellent connector material for round cells when a low-resistance connection is required. Due to the extremely high electrical conductivity of the copper material, a lower voltage drop occurs at high currents. The heating resulting from line losses is also lower. Heat loss from the cells is better dissipated into the environment through the copper. For applications in which high maximum currents occur that fully exploit the performance spectrum of the cells, copper welding is essential.
Copper welding on round cells 18650
We will weld for you
Air Energy offers welding of copper connectors on cylindrical cells as a service. Contact us to select the right connection technology for your application together with our employees.
Common welding processes
The most common welding process for round cells such as 18650 or 26650 is resistance welding or spot welding. With this principle, the material melts due to a high current flow through the connector and battery cell. With nickel-plated steel connectors (Hilumin) with a specific conductivity of around 7 S/m, the current flow creates sufficient heat for a reliable welded connection. However, welding copper with a conductivity of up to 58 S/m is not reliable using this process. The heat input into the cell is significantly higher and the electrodes become heavily contaminated, even causing the electrodes to stick to the connectors.
TIG-welding
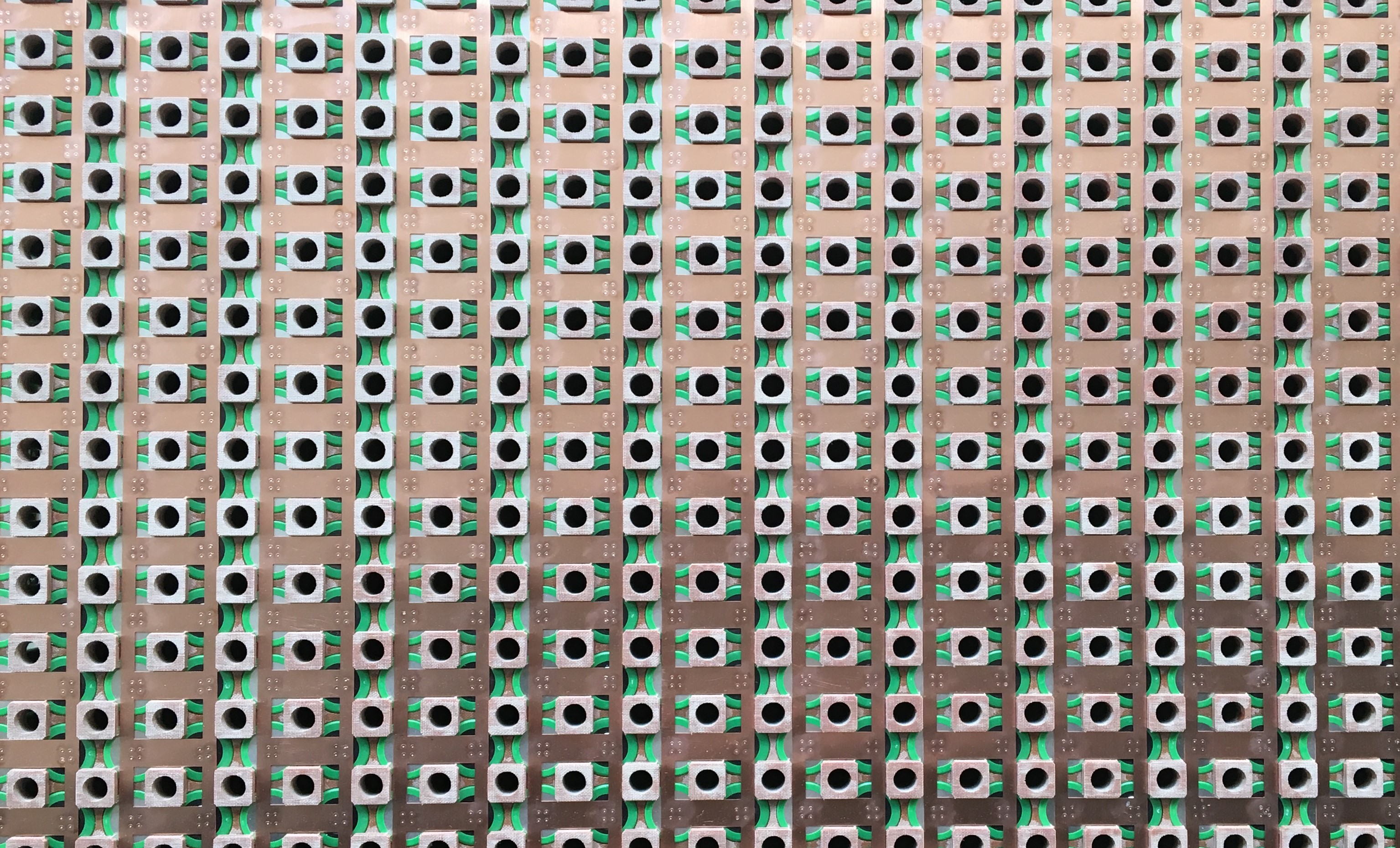
Air Energy relies on tungsten inert gas welding (TIG) for copper welding of round cells. In this process, the heat required for the melt is created in an arc over the weld. As with resistance welding, highly dynamic control of the arc current allows the power input to be precisely regulated over the course of the weld.
TIG-welding on cylindrical cells

Welding systems in use
There are two different technologies available for TIG welding that differ in the way the arc is ignited: Liftarc ignition and HF ignition. For initial sample creation and small quantities, we use a system with Liftarc ignition on an XY table with a travel distance of up to 500mm x 800mm. We weld series projects and larger packs up to 1500mm x 1500mm on a system with HF ignition. Significantly shorter process times compensate for the slightly higher setup effort compared to the system with Liftarc ignition.
Areas of application
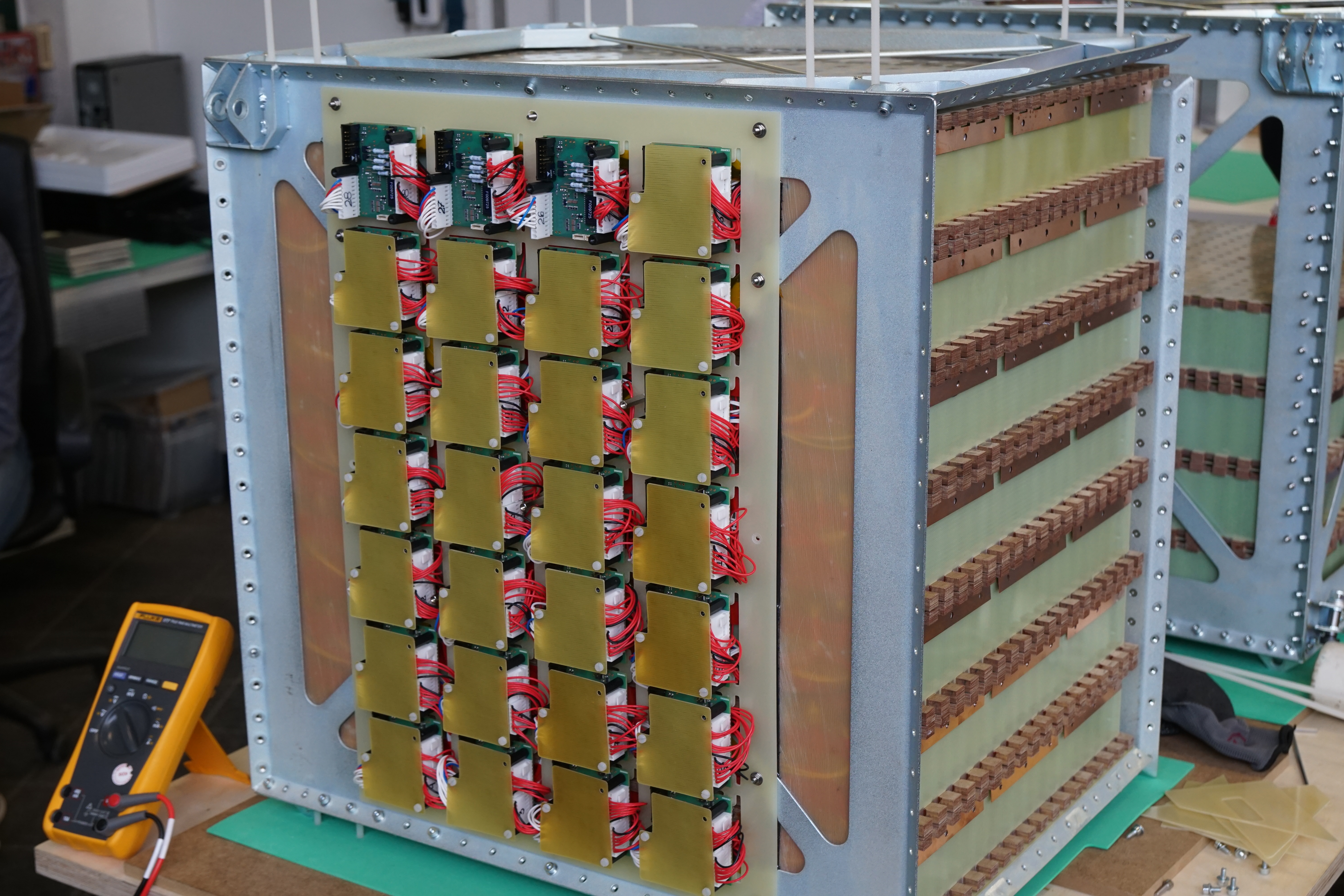
TIG-welded copper connectors on round cells are used at Air Energy in projects that require discharge rates of >1C. For example, in the Siemens Extra 330 LE aerobatic aircraft, in which two battery systems each consisting of 3024 cells have an output of up to 260 kW.
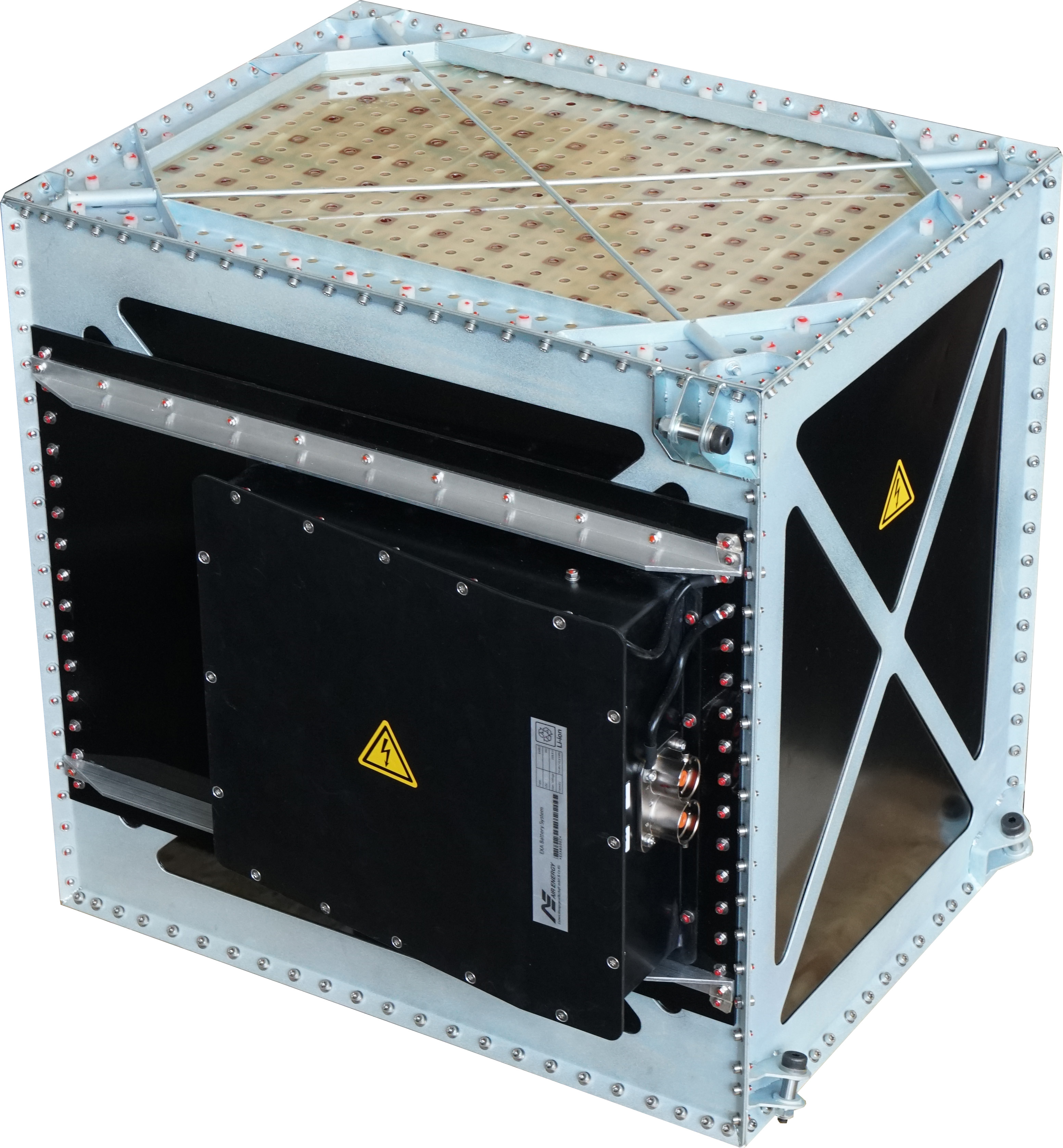
Battery module for high power
High-performance battery for the Siemens Extra 330 LE
Finished high-performance battery in a steel frame